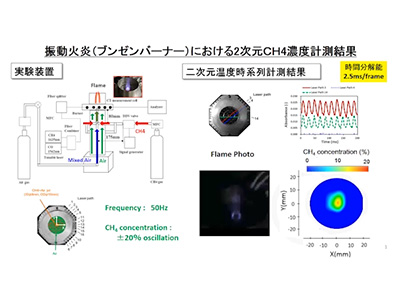
付加製造法とも称される3Dプリンタ。金属材料を扱う装置開発が進み、航空宇宙、医療、金型など様々な分野で製造ツールの1つとして適用が進められています。金属3Dプリンタは、レーザなどの熱源を制御して材料の溶融・凝固を繰り返し、あらかじめ作成した3次元CADデータにしたがって凝固物を積み上げるプロセスとなります。本稿では、粉末床溶融結合法を対象とし、造形の最小単位ともいえる材料の溶融凝固を高速度カメラで可視化しながら、熱源近傍で生じている詳細な現象を解き明かします。

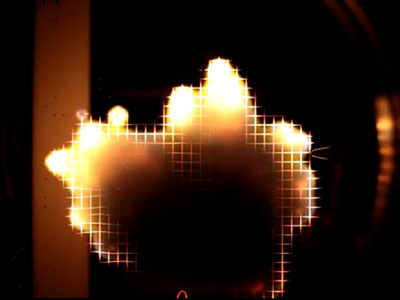
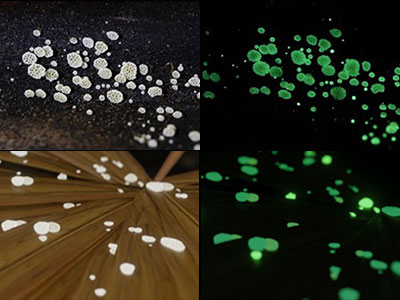
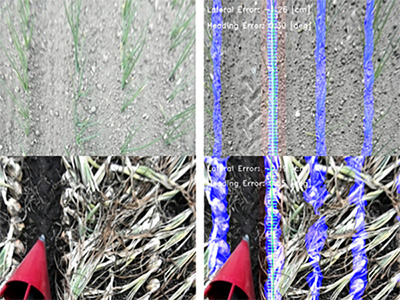
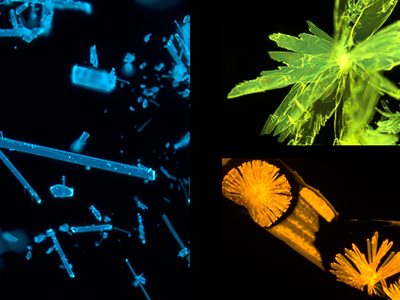
図 単ライン造形(上)と複数ライン造形(下)での粉末挙動の比較
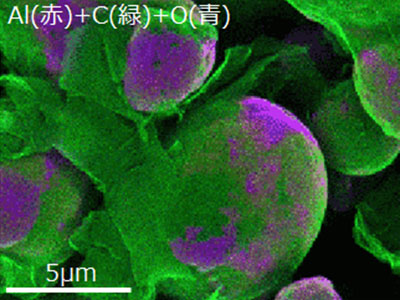
薄く堆積した金属粉末にレーザ照射すると、照射部中心の粉末が急激に加熱・溶融します。そのとき、粉末が蒸発することで生じる金属蒸気や、スパッタと呼ばれる溶融金属の飛散を伴いながら溶融池を形成します。その後、照射を続けると基板を介した熱伝導によって同心円状に溶融領域が拡がっていきますが、溶融池から遠方の粉末はプレート面粗さの影響を受け、溶融池に取り込まれることなくその場にドロップレットとして残存します。また、ドロップレットが形成された粉末凝集領域ではプレート面が露出することになります。溶融池へドロップレットが凝集するかどうかは、溶融池の表面張力やプレート面粗さによって決まります。実際の造形では、粉末床をレーザ走査していきますが、これらが連続的に生じるため1ライン目と2ライン目以降では溶融池の形成様相が異なります。1ライン目では粉末が溶融・凝集することで溶融池を形成するのに対し、2ライン目以降では既に形成された凝固物とドロップレットが再溶融して溶融池を形成するためです。また、1ライン目ではレーザ照射部の両サイドから粉末が凝集しますが、2ライン目以降では片側からのみ凝集します。各層を造形した後、造形物の輪郭が盛り上がるのは溶融池の形成プロセスが異なるために生じる現象です。この他にも、1ライン目と2ライン目以降でスパッタや金属蒸気の発生量が異なることもわかっています。
金属3Dプリンタでは、レーザ条件、粉末、造形環境など多くのパラメータがあり、各パラメータが複雑に影響し合うため生じる現象を完全に理解することを難しくしています。しかしながら、各現象を個別に捉え、そのメカニズムを紐解くことで最適な造形条件を導き、高精度な造形技術の確立へと導くことができるのです。
※このページに含まれる情報は、掲載時点のものになります。